切割机分类和用途
切割机分为QG系列直条切割机和SQG系列数控切割机;
QG系列直条切割机主要切割纵,横两个方向的条形板,结构简单,经济实惠;而SQG系列数控切割机除满足所有的直条切割外,可以切割不规则的多边形,弧形等零件,还可以实现自动套料等功能。

QG系列直条切割机构成原理:
QG系列切割机根据跨距不同分为QG-3000;QG-4000;QG-5000;QG-6000;QG-7000。主要常生产QG-3000和QG-4000数控切割机。
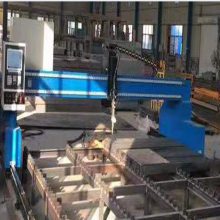
主机是该机的主体,主要由以下部分组成:横梁、主行走架、副行走架、端面切割移动装置、横向移动装置、割炬、气路、滑线架和切割平台等组成。
A 横梁部件
主横梁采用薄壁箱形梁结构,是由矩型管拼焊而成,其特点是重量轻,刚性好,外形美观。横梁后侧上下装有经过研磨的横向导轨,道轨上装有齿条,端面切割移动装置上的输出齿轮与齿条啮合,沿横梁的导轨作横向运动,以实现钢板横向切割。横梁的上平面装有气体分气排,其作用是将总管路的气体分配到各把割炬上。燃气分气排上装有回火防止器,以防止火源回到总管或气体内,引起火灾或爆炸。横梁前面装有横向移动架,其上装有纵向割炬。
B 主行走架
主行走架是用薄钢板焊接而成,刚性好,造型美观,主机架上装有交流驱动电机,减速器输出轴上直接连到行走轮轴上,实现整机在纵向导轨上往复运动。主行走轮面为V型面,主导轨面也为V型面,当机架作往复运动时V型面具有导向作用。在主机架的前后端装有导轨除尘器,以***导轨工作面清洁.在主机架外面装有限位开关,以防主机沿纵向运动脱轨。
C 副行走架
副机架亦为薄壁箱形结构,在副机架的中间安装一个行走轮,这样与主机架两个行走轮形成三点支承主机载荷。在副机架两端装有刮削板,以清洁导轨面。
D 端面切割移动装置
端面切割装置装于横梁后侧面的导轨上,由交流电机驱动。采用齿轮齿条传动,实现横向运动,使割炬实现横向切割之功能,在横梁上安装有限位开关,以防切割移动装置脱轨。
E 横向移动架
横向移动架采齿轮齿条传动形式,其主要作用是安装直条切割枪及调节割枪位置,转动手柄调整割枪至工作所需位置将其固定,然后作纵向直条切割。
F 割炬装置
割炬装置是由割炬体、夹持器、手动调节阀、回火防止器、管接头、手动升降调节装置等零、部件组成。夹持器装在滑杆上,割炬可左右摆动450,进行坡口切割。手动升降调节装置可实现割炬上下移动。
G流体气路
本机采用三路供气(即切割氧,预热氧,燃烧气)。三路气体由汇流排分别把燃气及氧气集中,分别接入纵向三路供气总管,通过总管吊架接到主机的管路,由各自的压力表显示气压值,再经电磁阀,进入主机,由分气排分配到各把割炬,通过割嘴来实现气割钢板。
管路系统气体具体要求如下:
| 工作压力 | 气体纯度 |
切割氧 | 7.84×105pa | 99.5% |
预热氧 | 6.84×105pa |
燃烧气 | 0.49×105pa | 98% |
GO2等压式割嘴性能表
割嘴号 | 气割钢板 厚度(mm) | 气体压力Mpa | 气体消耗量(m3/h) | 切割速度(mm/min) |
氧气 | 乙炔 | 氧气 | 乙炔 |
00# | 5-10 | 0.2-0.3 | >0.03 | 0.9-1.3 | 0.3-0.4 | 450-600 |
0# | 10-20 | 0.2-0.3 | >0.03 | 1.3-1.8 | 0.3-0.4 | 380-480 |
1# | 20-30 | 0.25-0.35 | >0.03 | 2.5-3 | 0.4-0.5 | 320-400 |
2# | 30-50 | 0.25-0.35 | >0.03 | 3-4 | 0.4-0.5 | 280-350 |
3# | 50-70 | 0.3-0.4 | >0.04 | 4.5-6 | 0.6-0.7 | 240-300 |
GK3丙烷快速割嘴性能表
割嘴号 | 气割钢板厚度(mm) | 气割速度(mm/min) | 气体压力×105pa | 切割氧流量(m3/h) |
氧气 | 丙烷气 |
1# | 5-10 | 700-500 | 7-8 | >0.3 | 1.250 |
2# | 10-20 | 600-380 | 7-8 | >0.3 | 2.230 |
3# | 20-40 | 500-350 | 7-8 | >0.3 | 3.480 |
4# | 40-60 | 420-300 | 7-8 | >0.3 | 5.440 |
5# | 60-100 | 320-200 | 7-8 | >0.3 | 7.840 |
SQG系列数控切割机构成原理:
SQG系列数控切割机同样根据跨距不同分为SQG-3000;SQG-4000;SQG-5000;SQG-6000;SQG-7000。主要常规生产是SQG-4000。其中可按数控割炬的不同形式可分为单割炬,双割炬,三割炬;另还可配等离子割炬。
主机由以下部分组成:横梁、主机架、副机架、钢带涨紧机构、钢带、横向主动小车、横向从动小车、割炬装置、气路、滑线架、切割平台、电控系统、数控系统、配电箱等组成。
(a)横梁部件
横梁采用薄壁箱形梁结构,是由薄钢板焊接而成,其特点是重量轻,刚性好,外形美观.横梁上装有横向导轨和齿条, 横向主动小车上的主动齿轮与齿条啮合,沿主横梁的导轨作横向运动,并带动钢带运动, 从动小车可以夹在钢带前面或后面以实现两个小车同向和同步运动,进行钢板横向切割。
(b)主机架
主机架由薄钢板焊接而成,刚性好,造型美观,主机架上装有交流伺服电机,减速器输出轴上装有小齿轮与导轨上齿条啮合,实现整机在纵向导轨上往复运动。在主机架的两端装有导向轮,紧靠导轨的两侧面,用于导向,导向轮与导轨间的间隙通过偏心轴来调整,调好间隙后固定偏心轴,以防运动时松动,影响整机切割精度.在主机架的前后端装有导轨刮削板,以***导轨面清洁.在主机架两端装有限位机关,以防主机沿纵向运动时脱轨。
(c) 副机架
副机架亦为薄壁箱形结构,副机架的中间安装一个行走轮,与主机架两个走轮形成三支点支承主机.两端装有刮削板,以清洁导轨面。
(d) 钢带涨紧机构
钢带涨紧机构用于将钢带拉紧使钢带保持一定涨力,调整钢带时请注意不要拉得过紧,以免拉断钢带。
(e) 钢带
钢带两头固定在横向主动小车上,绕过涨紧机构两滚轮成闭环形, 横向主动小车移动时带动钢带移动。
(f) 横向主动小车
横向主动小车安装在横梁后侧面的导轨上,由交流伺服电机驱动,采用齿轮齿条传动,以及齿侧间隙消除机构。小车横向运动,同时带动钢带一起运动,使割炬实现横向切割之功能,割炬上装有自动点火装置无须人工操作,通过数控编程方式可割出不同形状的工件如:方形、圆形、梯形和各种曲线。在横梁装齿条的侧面和顶面有限位开关,以防横向主动小车移动超限。
(g) 横向从动小车
横向从动小车一侧装有钢带夹,人正对小车右侧的钢带夹夹紧时两车为同向同步运动。注意钢带夹不能同时夹紧,以免钢带及驱动装置受损坏。
(h) 横向移动架
横向移动架采用齿轮齿条形式,其主要作用是安装直条切割枪并调节割枪位置,转动手柄调整割枪至工作所需位置将其固定,然后作纵向直条切割。
(i) 割炬装置
割炬装置是由割炬体,夹持器,手动调节阀,回火防止器,管接头,手动升降调节装置等组成.夹持器装在滑杆上,割炬可作前后摆动一定的角度调节;手动升降调节装置可实现割炬上下伸缩调节。
安装和调试:
切割机的基本机构
主机是该机的主体,主要由以下部分组成:横梁、主机架、副机架、钢带涨紧机构、钢带、横向主动小车、横向从动小车、割炬装置、气路、滑线架、切割平台、电控系统、数控系统、配电箱等组成。
(C) 数控系统
美国海宝EDGE
美国海宝公司MICROEDGEII数控系统是一种多轴数控系统,专为图形切割机而设计。它是完全使用微软的C++和MFC技术开发,人机界面非常人性化。它采用WindowsXP(嵌入版)操作系统,Intel 2.4G 或更大的处理器,256M 内存,40G硬盘,工业鼠标,2个RS232/422串口,4个USB2.0接口和1个100M网卡,1.44M软驱,10.4英寸TFT液晶显示器。
功能方面有:
1. 图形化代码编辑—非专业编程人员很快就能使用代码修改图形。
2. 断点和段电记忆—切割过程不在担心突然断电,随时可以中断切割,转去切割其他图形。
3. 沿路径前进/回退—切割过程中可以随时***次的回退或前进。
4. 切割中移动零件—切割过程中可以随时中止并调整零件的位置。